
В случая на аргонова дъгова заварка на алуминий, дъгата е най-стабилна, когато електродът е във вертикално положение и се движи по протежение на съединението (по време на заваряването на челните съединения). Адитивният прът може да бъде вкаран от предната или задната част на дъгата. Въпреки това, в повечето случаи се използва първият метод. Поставянето на горелката и пръчката за добавката в процеса на заваряване на правите фуги може да бъде както следва: заваряване с челно заварка с добавка, фланцово, с припокриване с проникване.
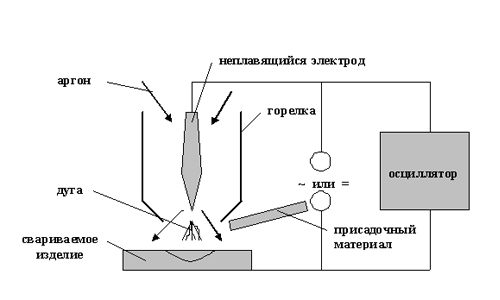
Схема за аргонова дъга.
В случай на заваряване на факелната връзка, дъгата трябва да бъде с малка дължина, но трябва да се избягва късо съединение. По време на процеса на заваряване, електродът ще бъде разположен под горната част на фланците. В процеса на заваряване на циркулярни шевове оста на волфрамовия електрод се поставя под ъгъл от 75-80 ° към допирателната към основата на продукта на мястото на заваряване, докато продуктът трябва да се върти със същата скорост. Кръговият шев завършва с припокриване на началото на шева на участъка с дължина 18-20 мм. В резултат на това дъгата трябва да се пръсне. Ротацията на продукта трябва да се ускори рязко. Ако тази техника се изпълнява правилно, последният кратер ще бъде практически невидим на кръговия шев.
Заваряването трябва да се извършва на максимална скорост, така че правилно такъв процес може да се извърши само от квалифициран заварчик. Движението на горелката трябва да бъде право напред, без напречни колебания. Ако се съобразите с тези условия, можете да получите гладка и равномерна по цялата дължина на шева с гладка, огледално-лъскава основа на върха и плътна равномерна фузия върху грешната страна.
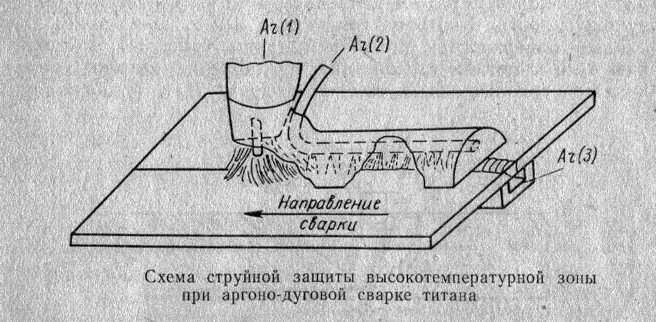
Схема на реактивна защита по време на аргоно-дъгова заварка.
Елементи, които ще са необходими:
- електрод;
- топлинно изолиран корпус;
- тел за добавка;
- облицовка;
- въглероден прът;
- заваръчно устройство.
Уверете се, че сте настроили заваръчното устройство.
Как да се подготви повърхността за заваряване?
В повечето случаи основата на алуминиеви сплави е покрита с плътен филм с малка дебелина. Такъв филм има висока точка на топене и голямо специфично тегло. Такъв материал усложнява запалването и поддържането на дъгата по време на процеса на заваряване, а също така предотвратява свързването на краищата на основния метал с метала за пълнене. Преди производството на аргоново-дъгова заварка, такъв филм трябва да бъде отстранен от основата на съединените ръбове на алуминиеви сплави. Филмът може да бъде отстранен механично или химически. Първият се използва в случай на индивидуално производство. В случай на маса, препоръчително е да се използва химически метод за почистване на основата на алуминиеви сплави.
Механичният метод за почистване на основата на алуминиеви сплави включва отстраняване на тънък слой метал с метална четка или шкурка с малка дебелина. Стоманената четка трябва да бъде изработена от тел с диаметър по-малък от 0, 15 mm.
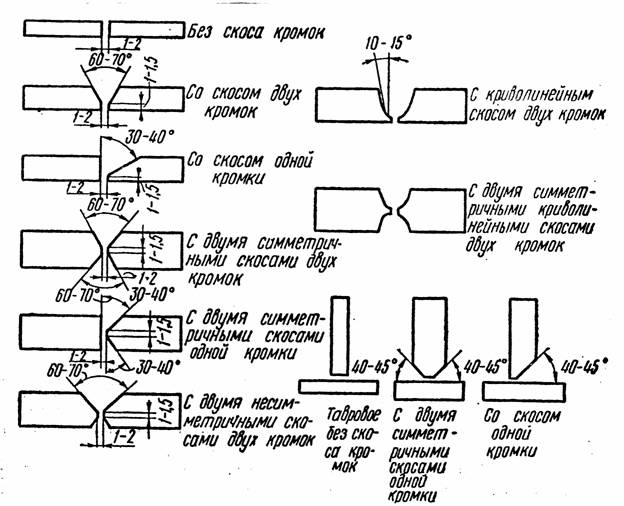
Видове подготовка на ръбовете за заваряване.
Ако използвате тел с голяма дебелина, на базата на алуминий ще има брутни рискове. В този случай филмовия слой ще бъде отстранен неравномерно, което може да доведе до лошо качество на заваряване.
Ако почиствате алуминиевата основа с четка от стомана, можете да получите приемливи заваръчни шевове. Преди почистване е необходимо да се обезмасли повърхността, която може да се направи с разтворители.
Основата на алуминиеви сплави с цинк или магнезий се подлага на цялостно почистване. Най-лесният начин за почистване на алуминиеви сплави с мед, желязо или манган е силиций.
Повърхностни обработки
Трябва да се отбележи, че механичното почистване не може да осигури равномерно отстраняване на филма от основата на алуминиеви сплави. Използването на четка е доста трудно за почистване на ръбовете, които са свързани. Следователно, на места, където е възможно, ще е необходимо механично да се обработват съединените ръбове на машините. Ефективността на метода на химическото почистване се определя чрез измерване на контактното съпротивление, което е пропорционално на дебелината на филма. В този случай се препоръчва използването на микроволтметър, който е градуиран в микроома.
Схемата на шева при аргоно-дъгова заварка.
За алуминиеви сплави в аргоно-дъгова заваряване можете да използвате следните методи за химическа обработка:
- Обезмасляване в алкален разтвор и допълнително избистряне в разтвор на фосфорна киселина.
- Обезмасляване в алкален разтвор с допълнително избистряне в разтвор на азотна киселина.
Ръбовете на частите, които се почистват по един от горните методи, могат лесно да бъдат заварени. В този случай шевовете ще имат чиста основа. Тези методи на почистване имат предимството: на базата на обработените ръбове, филмът ще има лека дебелина за 4-5 дни.
Съществуващи типове връзки
В аргоно-дъгова заварка на алуминиеви сплави няма поток, така че в този случай няма ограничения за избора на вида на фугите. Можете да използвате следните съединения:
- задника;
- Flare;
- обиколка проникване;
- обикновена обиколка;
- ъглово съединение;
- Т-съединение.
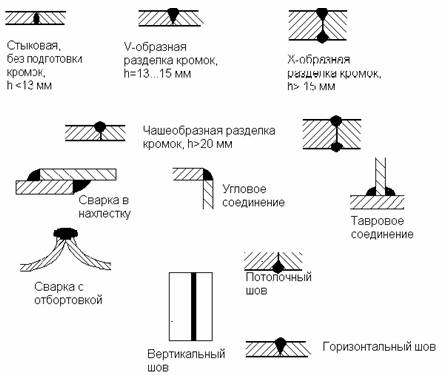
Видове заварени съединения.
Заваряването на алуминиеви листове с дебелина 0.8–3 mm трябва да се извършва с малки междини. При заваряване на алуминий с дебелина 1, 5-3 мм, разстоянието трябва да бъде не повече от 0, 3 мм. За материал с дебелина от 0.8-2 mm трябва да се използва факелна връзка.
За материал с дебелина, по-малка от 2 mm, се използва перфорирана заваръчна дъгова заварка. При присъединяване към този тип ръб трябва да се притисне към облицовката. Това е необходимо, за да се осигури плътно прилепване на елементите един към друг. Размерът на припокриване се определя въз основа на това дали планирате да се стопите през ръбовете на припокриването или не. В първия случай ръбът на долния лист трябва да бъде разположен в края на формиращия жлеб, така че този ръб да се използва за оформяне на долната страна на шва. Размерът на припокриването е равен на ширината на жлеба. Ако е добре да се откарат от ръбовете, тогава можете да направите ъглова връзка на материала с дебелина до 2 mm, без да използвате пълнежен материал.
Висококачественото изпълнение на връзката предполага точно прилягане на ръбовете. Трябва да знаете, че пропуските могат да предизвикат засилено окисление на ръбовете, което ще доведе до порьозност и поява на зони на синтез, които са разположени на равнината на контакт на ръбовете с инсталираната добавка.
Нюансите да се знае
Алуминиевите сплави имат висока топлопроводимост, така че дебелината на съединените детайли трябва да бъде еднаква на мястото на заваряване. Ако е необходимо да се свържат детайлите със стени с различна дебелина, по-дебелият ръб трябва да се реже на мястото на заваряване до дебелина, равна на дебелината на другия ръб.
На места, където конструкцията позволява това, се препоръчва да се използват облицовки, за да се улесни процесът на заваряване на алуминий с аргон и да се направят големи допуски за прилягането на фугата. Подплата трябва да бъде направена от неръждаем метал. В уплътнението под шва трябва да се предвиди жлеб.
Butt bezkosnye връзки се използват за алуминиеви сплави с дебелина по-малка от 3 мм. Ако детайлът е по-дебел, ръбовете, които трябва да бъдат заварени, трябва да се косят.
Конструкции с дебелина на стената 1-3 mm са свързани чрез еднослойна връзка. Ако дебелината на стената е по-голяма от 3 мм, фуга с ръбове трябва да се заварява в няколко слоя. Първият слой е да се стопи краищата без пълнежен материал, друг материал трябва да се нанесе с материала за добавката върху завършения първи слой. Преди да поставите втория слой, първият слой трябва да се почисти с механичен или химичен метод. Когато е възможно да се заварява от двете страни, детайлите се заваряват без краища на скосяване с дебелина 6, 5 мм.
Схема на заваръчната машина.
В случай на заваряване на алуминий с дебелина повече от 1, 6 mm, трябва да се използва добавъчен проводник, тъй като разтопената баня има тенденция да образува вдлъбната основа. Следователно няма да е възможно да се използва автоматично заваряване на алуминиеви сплави, ако няма устройство за механично подаване на тел за добавката. Уверете се, че сте конфигурирани за този дизайн.
Припокриващи се фуги и параходи са заварени към жицата за добавка. Такъв проводник не може да се използва, но в този случай горният ръб трябва да се разтопи, за да може да се замени жицата за добавката.
Алуминиева технология за заваряване
Трудно е да се запали дъга с променлив ток, като се допира до волфрамова основа, изработена от алуминий с електрод. За да запалите дъгата, в началото на заваръчния шев трябва да положите въглероден прът, върху който да се запали дъгата. След нагряване на волфрамовия електрод дъгата може лесно да се възбуди върху основния метал. За да запалите дъгата на въдицата е доста проста. Въглищата имат ниска топлопроводимост и следователно в процеса на късо съединение бързо ще нагреят материала и края на волфрамовия електрод. Въглищата и волфрамът могат да се характеризират с мощна термоядрена емисия от тяхната основа, поради което ще се възбуди стабилна дъга по време на отстраняването на волфрамовия електрод. Нагрятият край на волфрамовия електрод излъчва мощен поток от електрони, които поддържат изгарянето на дъгата в процеса на прехвърлянето му към метала.
Ако е необходимо, дъговото заваряване на вертикална основа се извършва отгоре надолу за метална дебелина по-малка от 5 mm и отдолу нагоре за дебелина на детайла повече от 5 mm.
В някои случаи в началото на шева могат да се образуват пукнатини. За да избегнете това, трябва да загреете фугата в началната част на шва. За да направите това, по дължината на 35-45 мм дъгата трябва да загрее фугата няколко пъти, докато дъгата трябва да гори в инертен газ. След това се извършва дъгова заварка при максимална скорост.
Изборът на режим на заваряване се влияе от геометричната форма и размерите на частите. С помощта на електродъгово заваряване в среда на инертен газ може да се извърши леене на алуминий. За да се предотврати появата на пукнатини, отливките трябва да бъдат предварително загряти до 400 ° C преди заваряване. Заваряването се извършва с помощта на метал за добавката, чийто състав съответства на състава на металната отливка. Местата, които са обект на заваряване, трябва да бъдат предварително почистени с механични средства. След приключване на варенето, леенето трябва да се постави в топлоизолиран корпус и след това бавно да се охлади.
В случай на механизиран процес на заваряване на алуминий, ще трябва да поддържате специфична скорост на подаване на тел за добавката. Ако дъговото заваряване се извършва при минимална скорост, е важно да се предотврати прегряването и окисляването на жицата за добавката.
Такава тел може да се подава по всякакъв начин, който ще осигури еднаква скорост на подаване и неговата промяна. Механизираната аргонова дъгова заварка се извършва върху облицовка. Използването на защита на газа от вътрешната страна на шева няма да даде положителни резултати.
Аргонова дъгова заварка на алуминий е сложен процес, така че трябва да знаете технологията на свързване.