
Преди да започнете процеса на заваряване на неръждаема стомана, е необходимо да се изследват всички възможни характеристики на такова заваряване. Сварете неръждаема стомана - не най-лесният упражнение, сложността на която зависи от много нюанси.
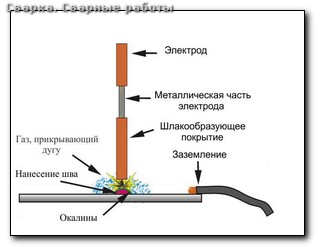
Схема на заваряване полуавтоматично устройство.
Основни характеристики, които могат да повлияят на качеството на заваряването:
Заваряване от неръждаема стомана полуавтоматично.
- Линейно разширяване и свиване при леене. Ако свиването е високо, тогава шансът за възможна деформация на метала по време на работа със заваръчни електроди и след увеличаване. И ако заварените части са достатъчно широки и няма разстояние между тях, тогава възможността от големи пукнатини се увеличава.
- Топлинна проводимост - от неръждаема стомана, тя е почти наполовина в сравнение с други метали, така че когато се заварява, е необходимо да се намали силата на тока с 15-20%.
- Електрическото съпротивление е доста високо, така че заваряването с конвенционални електроди е невъзможно поради прекомерното им нагряване. Ето защо, специални електроди са направени на базата на никел-хром пръти, не повече от 3, 5 см дължина за заваряване от неръждаема стомана.
- Интергрануларна корозия - неръждаема стомана е присъща на способността да губи антикорозионни свойства, ако термичният режим на заваряване е неправилен или е избрана грешна машина. Същността на този процес е, че когато температурата достигне повече от 500 градуса по Целзий, хромът и железният карбид се появяват на ръба на метала, което води до корозия на метала. Съществуват обаче методи за борба с това, например бързо охлаждане по различни начини.
Характеристики на заваряване от неръждаема стомана
Двойно импулс за перфектно заваряване на алуминий и неръждаема стомана.
За правилното и прецизно заваряване на неръждаемата стомана е необходимо да се вземе предвид и факта, че някои от неговите физични свойства се различават от обикновената стомана:
- електрическо съпротивление - 6 пъти по-високо;
- точка на топене - под 100 градуса по Целзий;
- топлопроводимост - по-малко с 2/3;
- топлинното разширение е наполовина по-високо.
Съществуват напълно различни методи за заваряване на собствената им стомана. Например, дъгова заварка с помощта на специални волфрамови електроди, извършвана в инертна среда, се използва, ако дебелината на метала надвишава 1, 5 mm. Ако е необходимо да се заварява тънка стомана или тръби, най-добре е да се прибягва до заваряване с помощта на топящи се електроди в инертен газ.
Импулсното дъгово заваряване трябва да се прилага само за стоманени листове с дебелина 0.8 mm. С къса дъга, използвайки топящи се електроди, за заваряване се използва стомана с дебелина от 0, 8 до 3, 0 mm, а стомана с дебелина на листа над 3, 0 mm се използва за струйна обработка на метал.
Ако обаче се вземе предвид плазмената заварка, може да се заключи, че тя е подходяща за много широки вариации в дебелината, поради което се използва много по-често. Заваряване с дъгова дъга се използва за дебелини на металите над 10 mm. Но най-популярните методи за заваряване са заваряване с помощта на покрити електроди, волфрамови електроди в аргонова среда и полуавтоматично аргоново заваряване с тел от неръждаема стомана.
Заваряване с покрити електроди

Режими на заваряване в инертни газове.
Ако за вас няма значение какъв вид електроди да провеждате за заваряване и нямате специални изисквания към заваръчния шев, тогава най-приемливият начин ще бъде заваряването с покрити електроди (те включват OZL-8, NIAT-1, TsL-11 електроди). От всички електроди най-добре е да се изберат онези, които след заваряване осигуряват устойчивост на корозия, устойчивост на топлина и добри механични свойства.
Заваряването трябва да се извършва при постоянен ток със задължителна обратна полярност. Трябва да се внимава пласта да се разтопи до минимум, тъй като електродите, използвани при заваряване на неръждаема стомана, имат малък диаметър и се нуждаят от минимална топлинна енергия. Силата на тока в процеса на заваряване на неръждаема стомана трябва да бъде стриктно коригирана до 15-20% по-ниска, отколкото при заваряване на обикновен метал. С висок ток, дължащ се на ниска топлопроводимост и с висока устойчивост на покрити електроди, може да се получи значително прегряване и дори отделяне на парчета. Поради това, такива електроди имат висока скорост на топене, така че ако ги използвате за първи път, тогава в началото може да е необичайно.
За да се запазят корозионните характеристики на заварката, по време на заваряването трябва да се уреди ускорено охлаждане. За целта можете да използвате медни уплътнения или определен въздух. Ако стомана е хром-никел, можете да го охладите с вода.
Заваряване от неръждаема стомана с помощта на волфрамови електроди
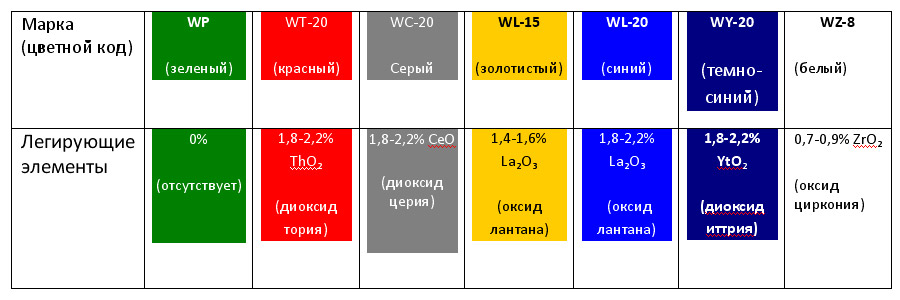
Волфрамови електроди.
Заваряването с волфрамови електроди в инертна среда е подходящо, когато завареният метал е много тънък или ако изискванията за качеството на завареното съединение са много високи. Например, ако трябва да приготвите тръби, които по-късно ще се използват за транспортиране на газове или течности под високо налягане, този метод на заваряване е идеален. Процедурата се провежда в аргонова среда, токът може да бъде както постоянен, така и променлив, но с пряка полярност. В ролята на пълнител материал се препоръчва да се вземат тел с по-високо ниво на допинг от метала. По време на работа трябва да се избягват колебателни движения с електроди, за да се избегне нарушаване на зоната за готвене, което може да доведе до окисление на заваръчния шев и повишаване на цената на процеса.
На обратната страна на въздуха, шевът трябва да бъде защитен чрез продухване на аргон, но все пак неръждаемата стомана не е много критична за такава защита, но е необходимо да се елиминира дори и най-малката възможност частиците на волфрам да попаднат в заваръчния басейн. В този случай безконтактното запалване на заваръчната дъга ще ви помогне, можете да използвате и въглеродна или графитна плоча за същата цел.
След приключване на работата, за да не се прекалява с волфрамовия електрод, газът не трябва да се изключва веднага, а след известно време (обикновено 10-15 секунди). Това помага да се избегне силното окисление на нагретите електроди, което увеличава полезния им живот.
Предотвратяване на дефекти
Заваряване от неръждаема стомана със собствените си ръце.
При заваряване на неръждаема стомана винаги е необходимо да се вземат предвид всички негови характеристики - в противен случай, след работа, могат да се появят различни нежелани дефекти на заваряването, например образуването на корозия на ножа. Горещи пукнатини могат да възникнат поради високи температури, главно поради крехкостта на шевовете.
За да се избегнат подобни инциденти, най-добре е да се използват материали за пълнене, които ще помогнат за създаването на здрави шевове. Такива материали обаче не трябва да съдържат повече от 2% ферит. В допълнение, дъговото заваряване също ще помогне при подсилване на шевовете, при които дължината на дъгата ще бъде малка. Трябва да се помни, че кратерите на основния метал не трябва да се показват.
Ако използвате автоматично заваряване, трябва да помните, че обикновено се използва за готвене при по-ниски скорости. Но за да се намали рискът от деформация, най-добре е да се правят по-малко подходи, защото заваряването на максимална скорост допринася за по-добра устойчивост на корозия.
Така, преди да изберете кои електроди да заваряват от неръждаема стомана, трябва да се запознаете с всички негови характеристики и характеристики, да знаете точно какви изисквания ще бъдат поставени върху заваръчния шев и за какви цели ще се използва продуктът.